Moderní šroubovací technika se používá v elektrotechnickém, dřevozpracujícím a v leteckém průmyslu, jakož i v sektoru elektromobility, strojírenství, v telekomunikaci a u domácích spotřebičů a lékařských přístrojů. Oblast automobilového průmyslu a výroby karoserií je největší oblast použití pro firmu WEBER.
https://www.weber-online.com/schraubtechnik-fuer-automotive-und-karosseriebau/
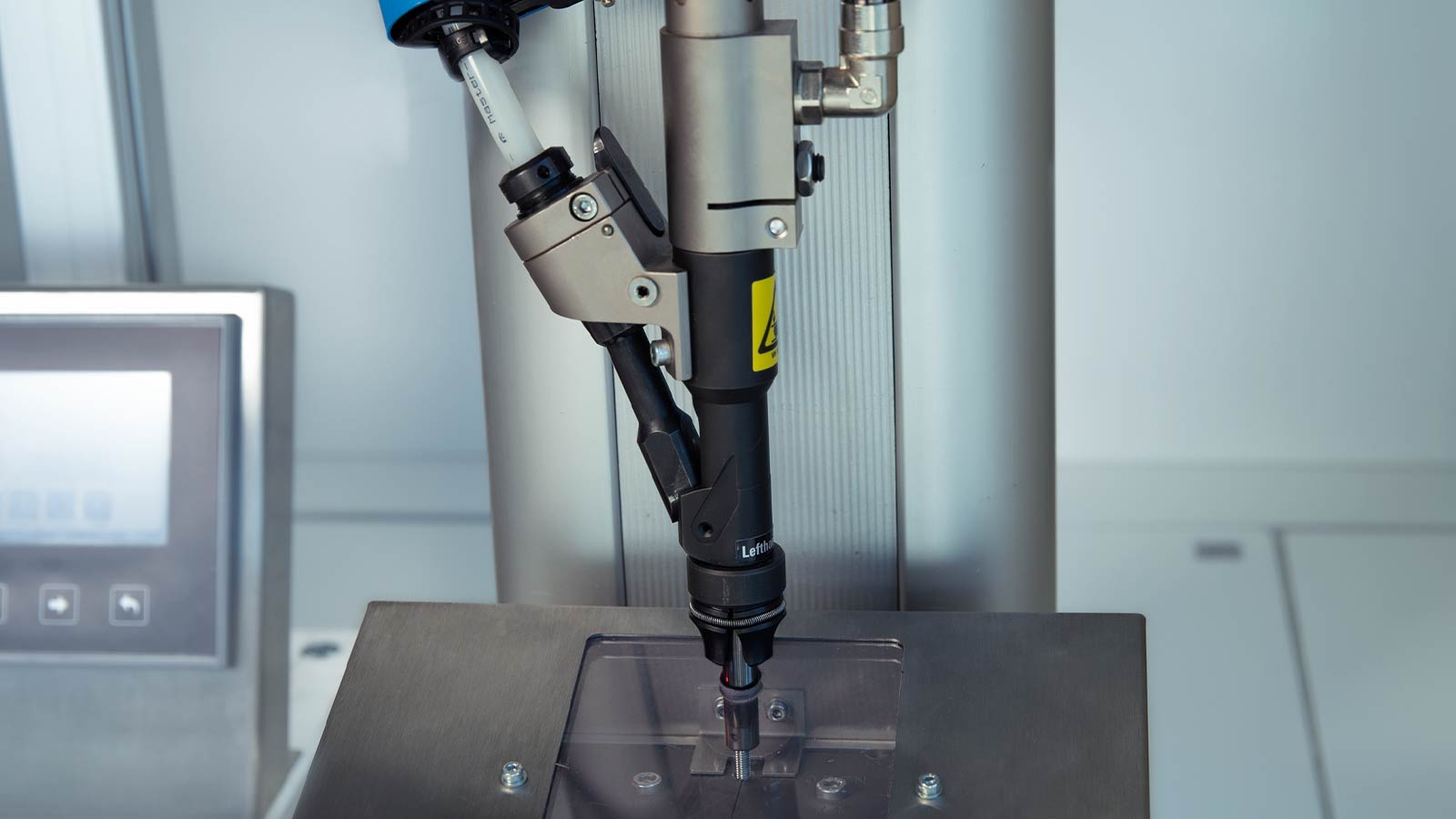
Bei der Herstellung der Karosserie im Automobilbau stehen höchste Sicherheit und dauerhafte Verbindung beziehungsweise Lösung von Einzelteilen im Fokus. Hier ist Schraubtechnik vom Profi gefragt, denn die Materialanforderungen sind hoch. Leicht, fest und nebenbei kostensparend sollten die benötigten Verbindungselemente sein. Hier ist Schraubtechnik vom Profi gefragt, denn die Materialanforderungen sind hoch. Požadované spojovací prvky by měly být lehké, pevné a zároveň nákladově úsporné.
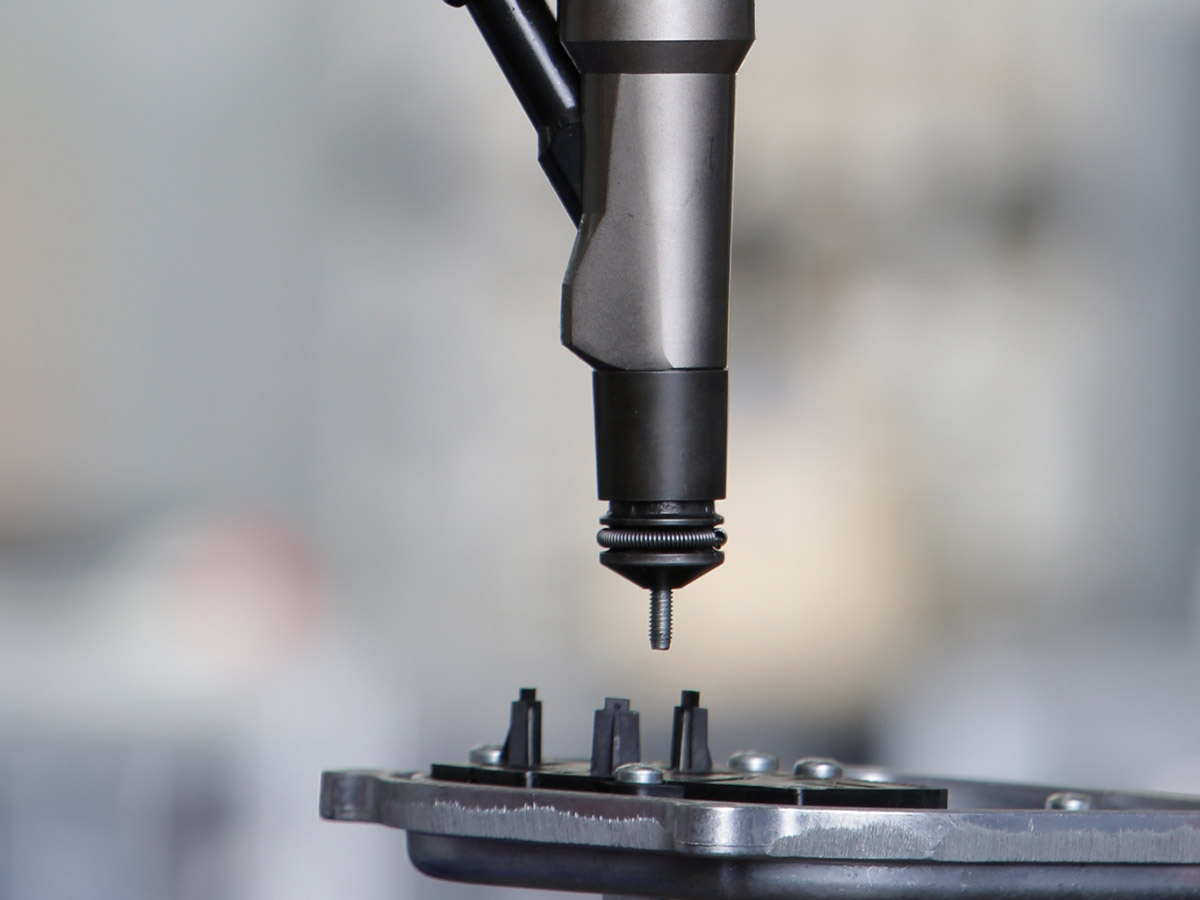
Dříve se na tomto místě používalo svařování. Dnes je však moderní přístup odlišný. Modern ist jedoch anders. V dnešní době se profesionálně uplatňuje metoda automatizované šroubovací techniky – vysoce flexibilní, velmi bezpečná a s chybovostí, která se blíží nule. Kromě toho lze výrobky na konci jejich životního cyklu snadněji demontovat a recyklovat. Jak to celé funguje? Náš průvodce poskytuje odpovědi.