A vakszegecselt anyák beállítása azt jelenti, hogy egy vékony falú tárgyba egyszerű menetet kell behelyezni az egyik oldalon. A formák kerek vagy hatszögletű anyák. A „vakszegecselés” általános kifejezéssel ellentétben, ahol nem oldható kapcsolatokat állítanak elő, a „vakszegecselt anyák beállítása ” egy oldható csavaros kapcsolat elkészítését jelenti .
WEBER Technology
Amit a szegecsanyák beültetéséről tudni kell
Mit értünk a szegecsanyák beültetése alatt
Ezeken a területeken alkalmazzák a szegecsanyák beültetését
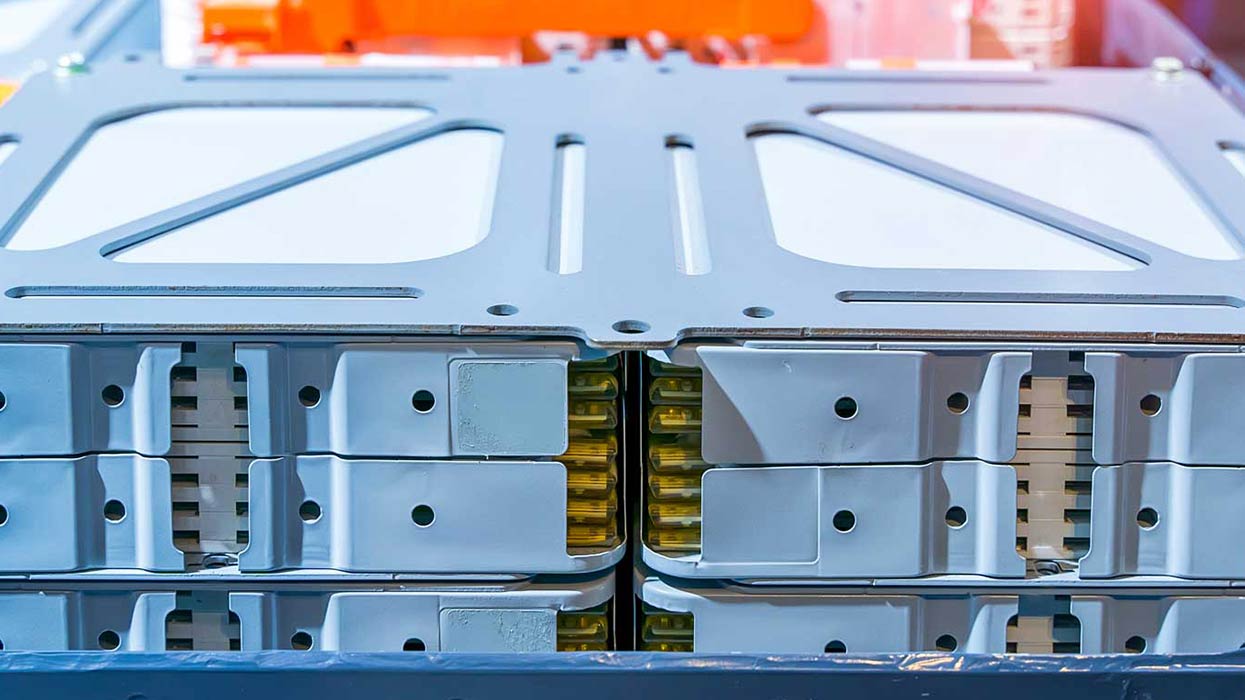
A vakszegecselt anyákat elsősorban az autóiparban használják. Itt vékonyfalú anyagokat használnak a karosszériaépítés vázszerkezeteiben, de az akkumulátorgyártásban is, hogy nagy stabilitást biztosítsanak kis súly mellett. Az egyoldali hozzáférhetőség megköveteli a vakszegecs anyák használatát, hogy ezekben a szerkezetekben teherbíró menetek jöhessenek létre. A vakszegecselt anya így megteremti az e-mobilitásban a leválasztható kapcsolatok előfeltételét .
A szegecsanyák beültetése 4 fázisban történik.
A szegecsanyák beültetési folyamata
1. fázis: A szegecsanya felfűzése és pozicionálása
Először a szegecsanyákat ömlesztett anyagként egy adagolórendszerbe dobják. Ezt követően az összes szegecsanyát egyenként választják szét. Most minden egyes anyát egy csövön keresztül fújják be az illesztőrendszerbe. Amikor megérkezik az illesztőrendszerbe, ott egy kis szerkezetben rögzítik, és készen áll a következő folyamatlépésre.
2. fázis: Bevezetés az alkatrészbe
Az anya felfűzése során felismerjük a meneten sérült anyákat, és ki tudjuk őket szűrni. A hatszögletű anyák behelyezése előtt egy lézerrendszer segítségével a forgásszöget beállítják a furathoz. Míg a kerek anyák esetében a pozicionálás nem kritikus, a hatszögletű anyáknak pontosan igazítva kell lenniük. Most az adott anya a furatba „pozicionálva” van.
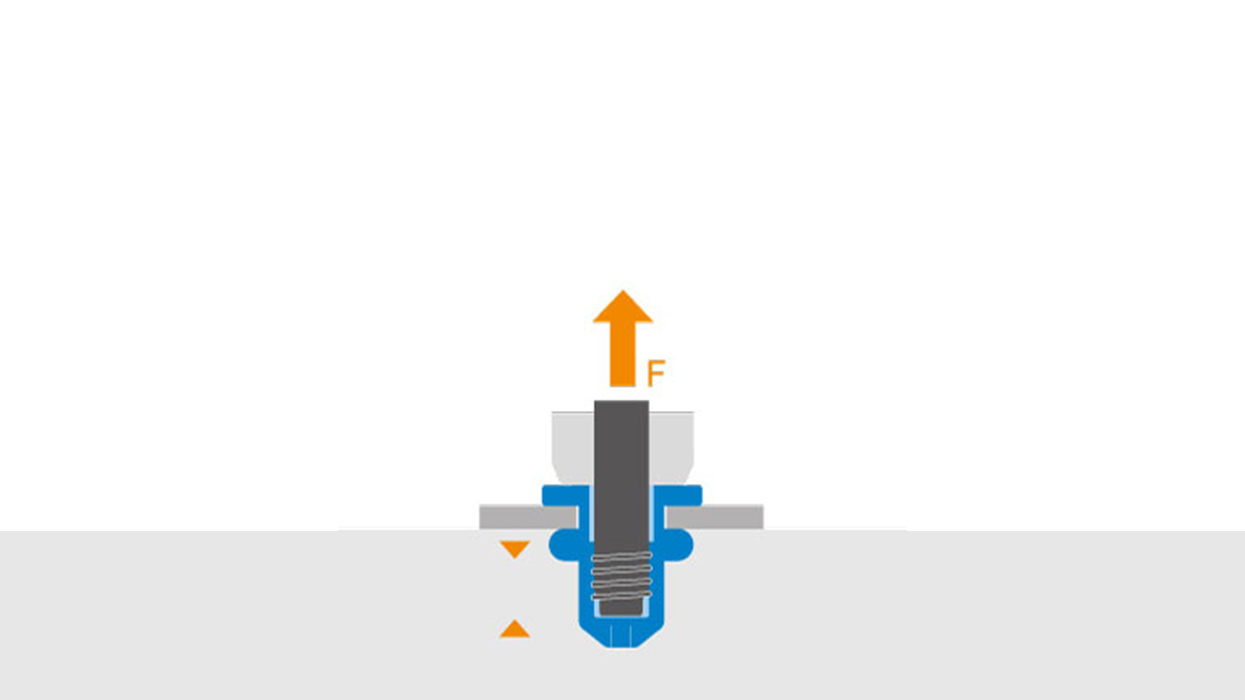
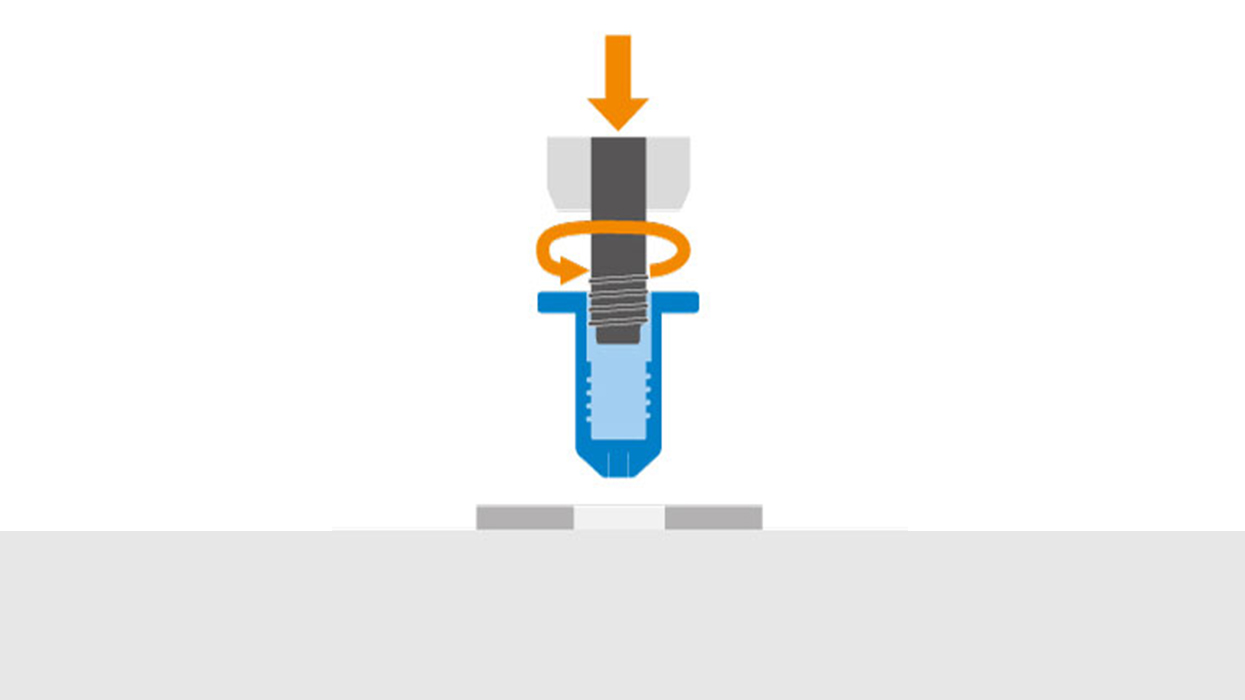
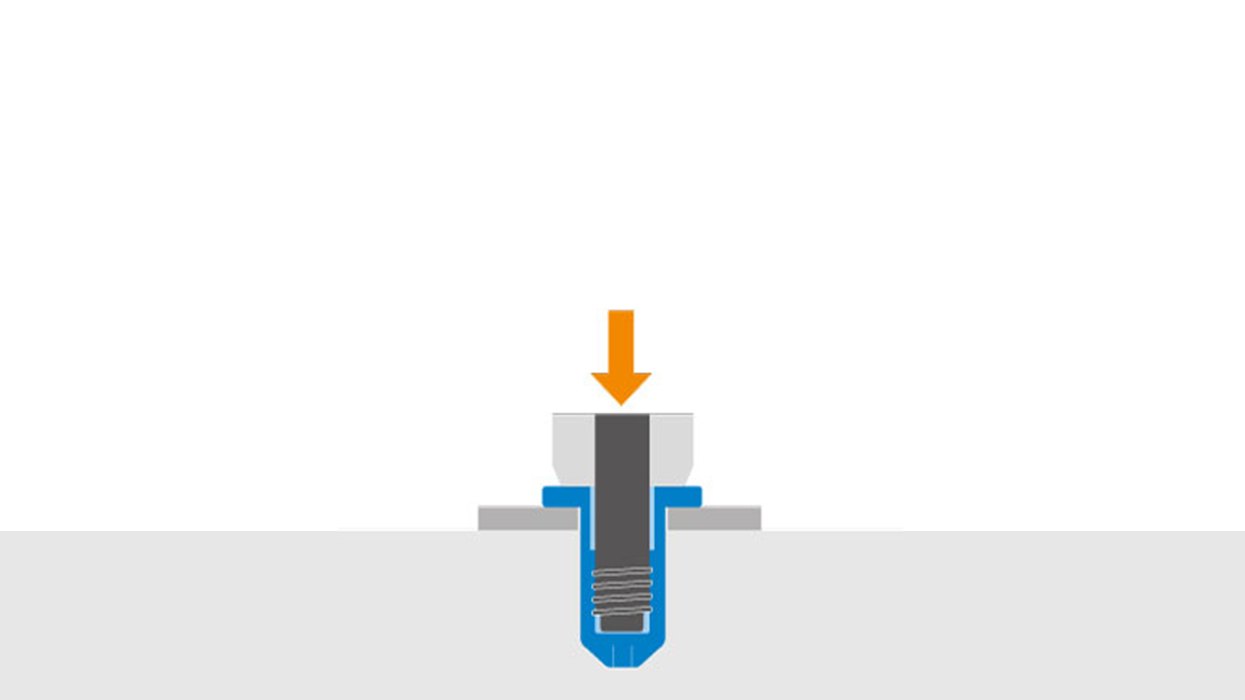
3. fázis: A menetes tüske visszahúzása és a szegecsanya deformálása
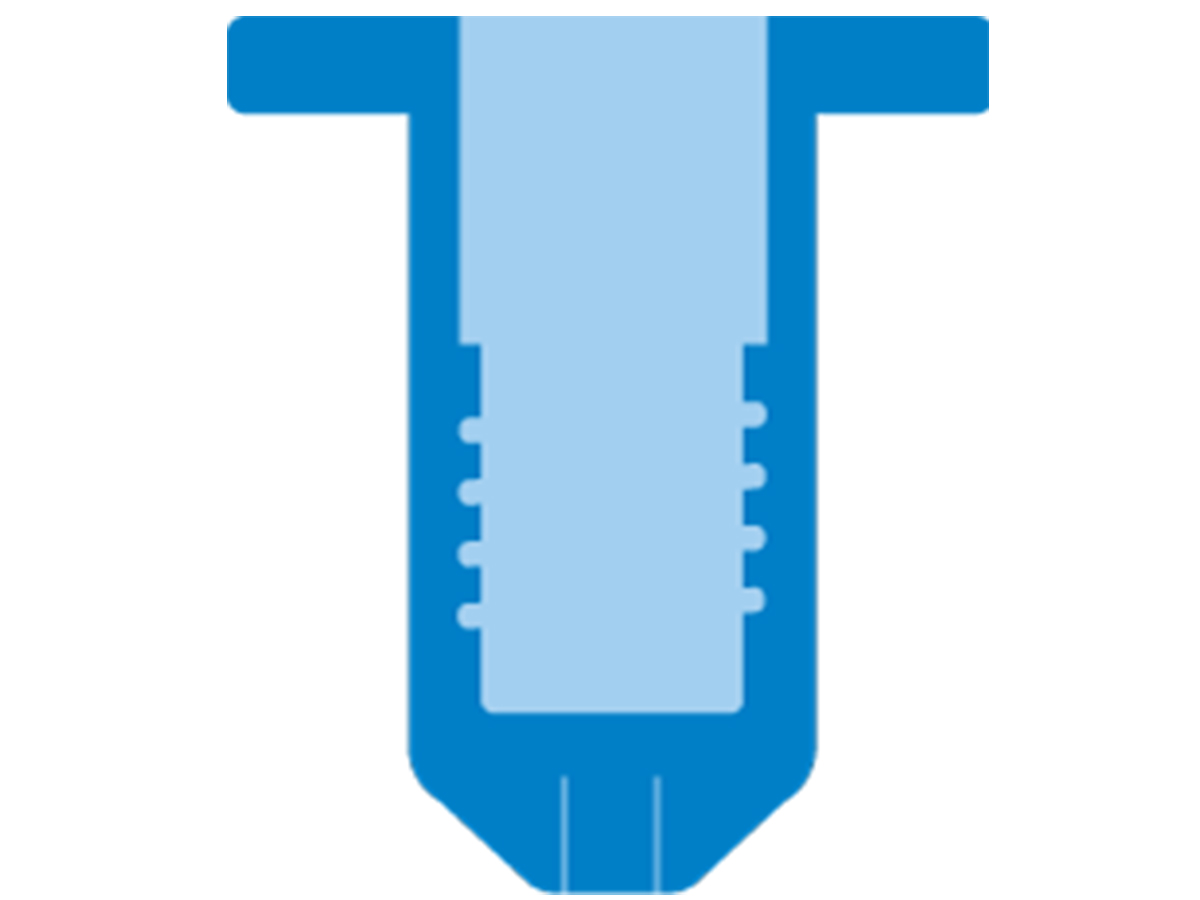
A harmadik fázisban a szegecsanya deformálódik. Ehhez a menetes tüskét forgatás nélkül visszahúzzák egy előre meghatározott pozícióba. Ennek eredményeként az anya megszorul, megfelelően deformálódik, és egy úgynevezett peremet képez, amely körülveszi a furat szélét. A WEBER-nél a minőséget megbízhatóan felügyelik, miközben a húzási útvonalat és az alkalmazott erőt folyamatosan vezérlik és rögzítik. Csak előre meghatározott tartományok megengedettek.
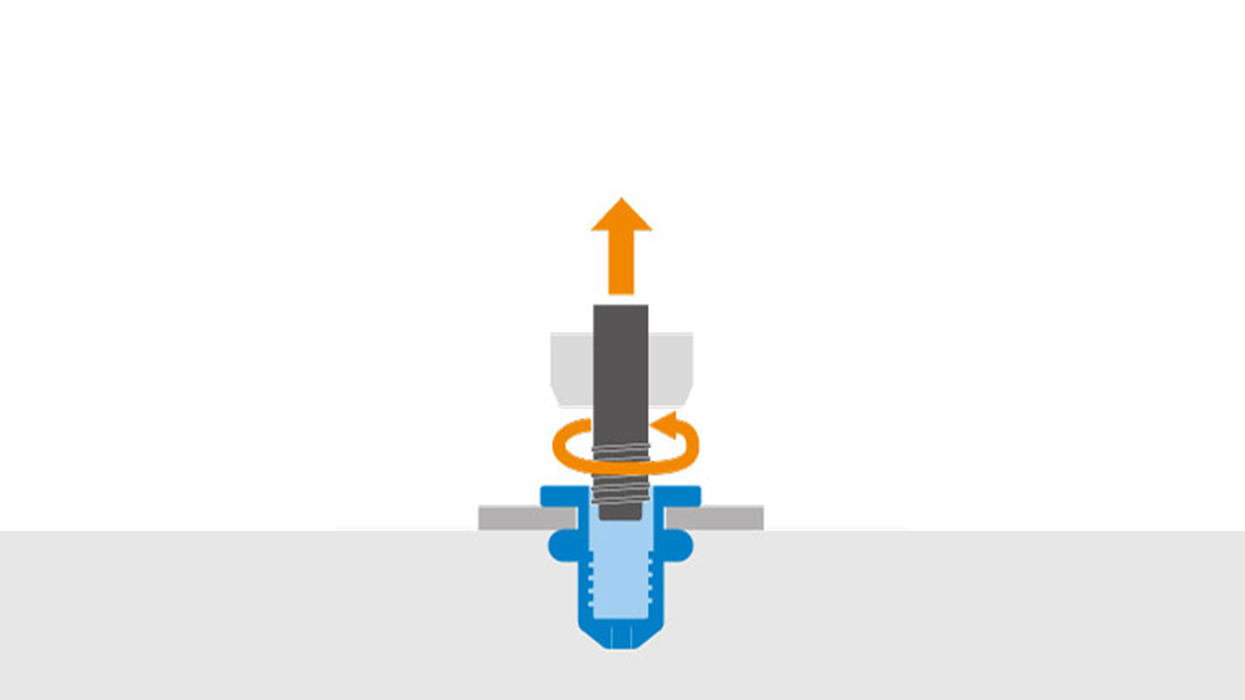
4. fázis: A menetes tüske lefűzése
Végül a menetes tüske lefűzésre kerül. A folyamat újrakezdődhet. A beültetési folyamat során már lehetséges a következő szegecsanya beadagolása.
A WEBER adagolástechnológia különlegessége a szegecsanyák beültetésénél
A WEBER szegecsanyák behelyezésére szolgáló adagolástechnológiájának különlegessége a nagy teljesítmény és a gyors ciklusidők. Tökéletesen automatizált folyamatunknak köszönhetően a beillesztő fej folyamatosan dolgozik, miközben a következő szegecsanya érkezik. A WEBER beillesztő technológia előnye más rendszerekkel szemben a pontos igazítás. A legpontosabb előre meghatározott paraméterek alapján a beillesztő rendszer ismeri a szegecsanya helyes pozícióját, és nem kell „keresnie” az előre lyukasztott furatot. Ezenkívül a WEBER beillesztő egység precíz felügyeleti mechanizmusokkal működik. A menetek sérüléseit már a beillesztés során ellenőrizzük. Így proaktívan elkerüljük azokat a hibákat, amelyek más rendszereknél csak utólag derülnek ki, és a hibás elemeket még a beillesztési folyamat előtt automatikusan kiszűrhetjük.
A WEBER beültetőegység felépítése
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationIsmerje meg most a WEBER-beállítóegység kialakítását az e-mobilitás alkalmazási területén.
Forduljon szakértőnkhöz.
Ingo Untch
Termékmenedzsment
Untch úr a vezérlés- és hajtástechnika mellett a termékmenedzsmentben a WEBER összes beállítási rendszeréért is felelős. A behelyező- és benyomóegységeken kívül ide tartozik a vakszegecs anyákhoz való SBM beállítási rendszer is. A mechatronikai rendszerek fejlesztőjeként és minőségirányítási megbízottként szerzett sokéves tapasztalatának köszönhetően olyan gazdag tapasztalatra támaszkodhat, amely lehetővé teszi számára, hogy e termékekhez hozzáértő támogatást nyújtson.
Popszegecseléssel kapcsolatos kérdések és válaszok
Milyen WEBER-sajátosságot kell figyelembe venni a hatlapú anyák beültetésekor?
Míg más beszállítók addig forgatják az anyát a rendszerükben, amíg az bele nem talál az előre kialakított lyukba, a WEBER inkább a beültetési pontosság mellett teszi le a voksot. Előre pontosan meghatározzuk a lyuk helyét, és így képesek vagyunk helyesen pozicionálni a szegecsanyát. Ennek köszönhetően nincs szükség a rendszer által végzett előzetes „keresgélésre”.
Mi a különbség a kerek és a hatlapú anya között?
A szegecsanyákat bármilyen irányban be tudjuk ültetni: vízszintesen vagy függőlegesen (robotokra is felszerelhető). A beállítás előre megtörténik.
Milyen erők ébrednek a popszegecs beültetése közben?
A popszegecs beültetése során az ún. „dudor” kialakításához szükséges erő legfeljebb 25 kN (= deformációs erő).
Mely szegecsanyák kerülnek beültetésre általában?
A WEBER rendszerrel kombinálható szegecsanyák általában a következő paraméterekkel rendelkeznek.
Méretek: M4–M10
Fejátmérő: max. 20 mm
Hosszúság: max. 30 mm
Anyag: rozsdamentes acél, acél, alumínium
Alak: kerek és hatlapú
Természetesen mi a WEBER-nél igény esetén speciális gyártmányokkal is dolgozunk.
Mi a különbség a kerek és a hatlapú anya között?
A kerek és a hatlapú anya az alakjában és funkciójában különbözik egymástól. A hatlapú szárral rendelkező szegecsanyák nagyobb biztonságot nyújtanak, mivel ellenállnak a nagyobb nyomatéknak.
Hogyan néz ki a felépítés szegecsanyák beültetésekor?
A beültetőegység egy roboton keresztül, helyhez kötötten vagy portálokon működik.
Ciklusidők. Mennyi ideig tartanak?
A ciklusidő lényegesen függ a vakrivet anya méretétől és alakjától, valamint a menet hosszától.
A WEBER vakrivet anyák beállító egységével akár 6 másodperces ciklusidők is megbízhatóan elérhetők.
WEBER Schraubautomaten
A WEBER Schraubautomaten GmbH egy családi irányítású és innovatív vállalat, amely nagy hangsúlyt fektet az értékteremtési lánc fenntartható kialakítására. Ennek eredményei a minőség tekintetében magas értéket képviselő, legnagyobb folyamatbiztonságot nyújtó termékek, melyek hatékonyabbá teszik a termelési folyamatokat. Az Ön sikere a mi sikerünk.